The physics of air pumps designed
for real vacuum service
The mechanical requirements for air pumps for vacuum service
are the following:
( 1 ) Flow of already very thin air should not be impeded
by any pump inlet check valves.
( 2 ) The machine must have the ability to capture, compress
and exhaust the air away from the
chamber being
evacuated.
First lets find out what is so special about a traditional
"vacuum pump".
Here is a more complete diagram of a traditional rotary vane
pump used for vacuum service.
Illustrations of such machines abound in many books
relating the use of vacuum in
various scientific and industrial applications.
Those diagrams are often overly simplified and fail
to show the role that the oil plays in
the pump's operation.
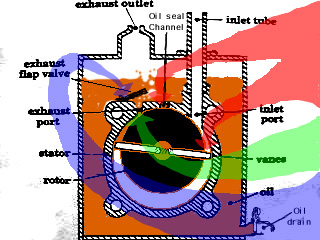
Diagram that shows how the oil seals and lubricates
working parts.
|
The oil not only serves
to lubricate the
machine, but also forms the dynamic
seals that prevent the air from leaking around
the rotor, stator and the vanes of the pump.
Another important detail often left out
is the
role that
the oil plays in displacing the air in the
passage that leads to the flap valve.
The function of the reed flap valve is
grossly understated in many texts.
This valve prevent the oil from being
sucked
( surging )
back into each arriving crescent of rarefied
air space and ramming the approaching vane.
Also, if the space in front of the
arriving vane was completely filled with
oil, the pump would be vary hard to
turn
owing to the fact that oil is thicker than
air.
The oil would have to be squeezed back
out
that small hole. |
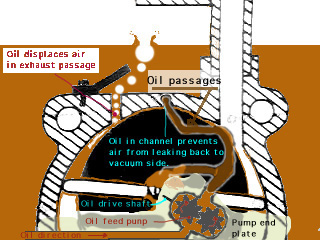
A precise amount of oil is feed into each rotation
of the vacuum pump rotor. |
A separate oil pump that is driven from the main shaft
of the machine feeds
channels in the end plates that cover the
pump cavity pass the oil to the stator
and rotor parts.
|
Understanding of the physics of traditional "vacuum
pump" operation allowed the design
of a viable alternative.
<---- Back to main page
<-- Back to previous page Next
page-->